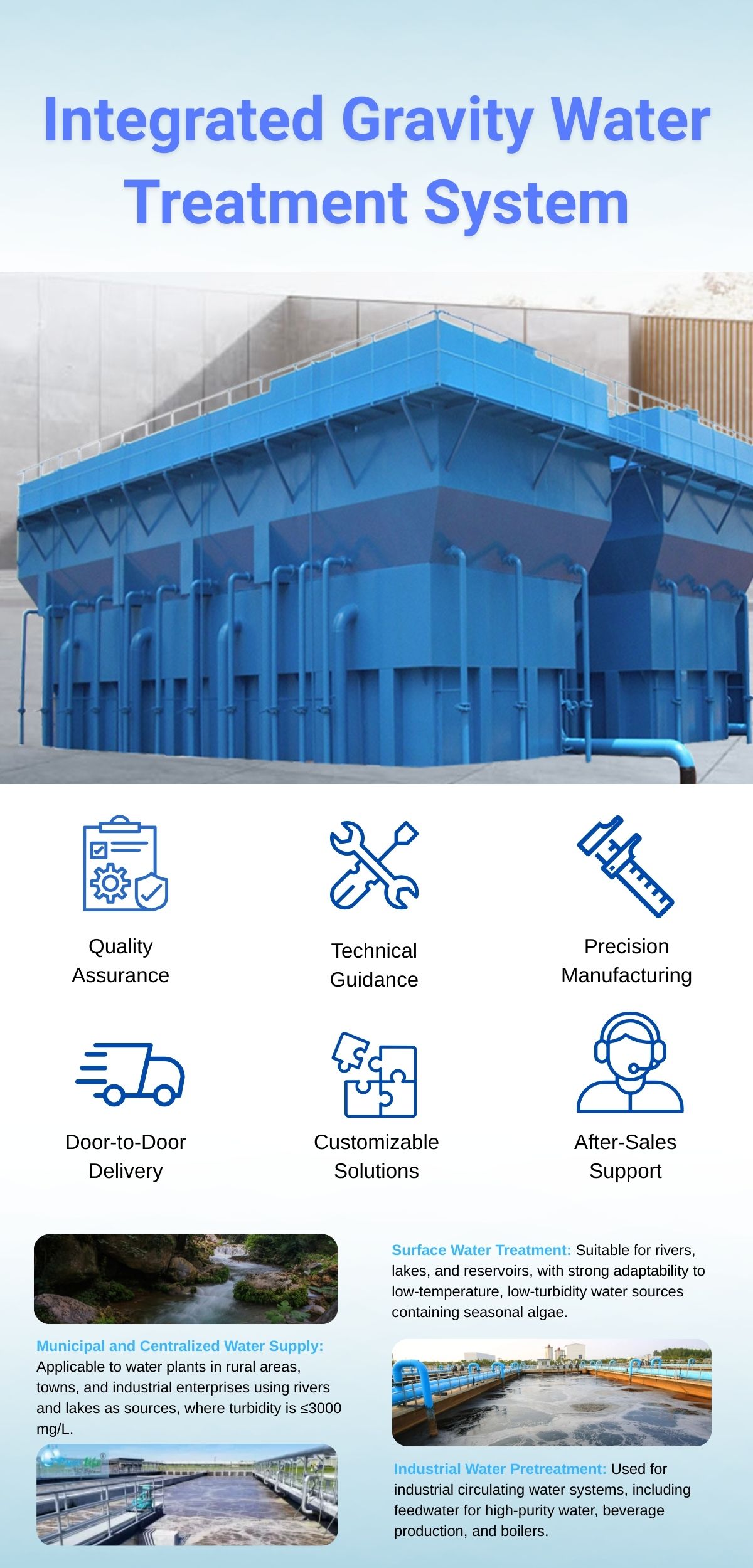
NEWater Integrated Gravity-Type Wastewater Purification System
NEWater’s integrated gravity-type water purification system offers a compact, fully automated solution that transforms raw water from wells, rivers, lakes, and springs into safe, clear, and reliable drinking water.
Key Advantages:
- Clear Water Output
- High Level of Automation
- Easy Operation and Maintenance
- Durable Construction
- Wide Range of Applications
Product Description
NEWater’s integrated gravity-type wastewater filtration systems are designed to transform raw water sources—such as wells, rivers, lakes, and mountain springs—into safe and clean drinking water. Unlike traditional treatment facilities that depend heavily on electricity, our units operate mainly by gravity-driven hydraulics, making them highly suitable for remote or off-grid communities, disaster relief sites, construction camps, and rural water supply projects where reliable power is limited or unavailable.
Each system is fully customizable to meet specific capacity requirements, with treatment ranges from 0.5 to 500 m³/h. Customers can select from stainless steel or carbon steel construction, depending on durability and budget preferences. By integrating advanced processes such as aeration, sedimentation, multi-media filtration, and automatic backwashing, the system effectively removes suspended solids, turbidity, algae, organic matter, ammonia nitrogen, and dissolved metals like iron and manganese. The compact structure reduces land use, simplifies installation, and minimizes operational labor.
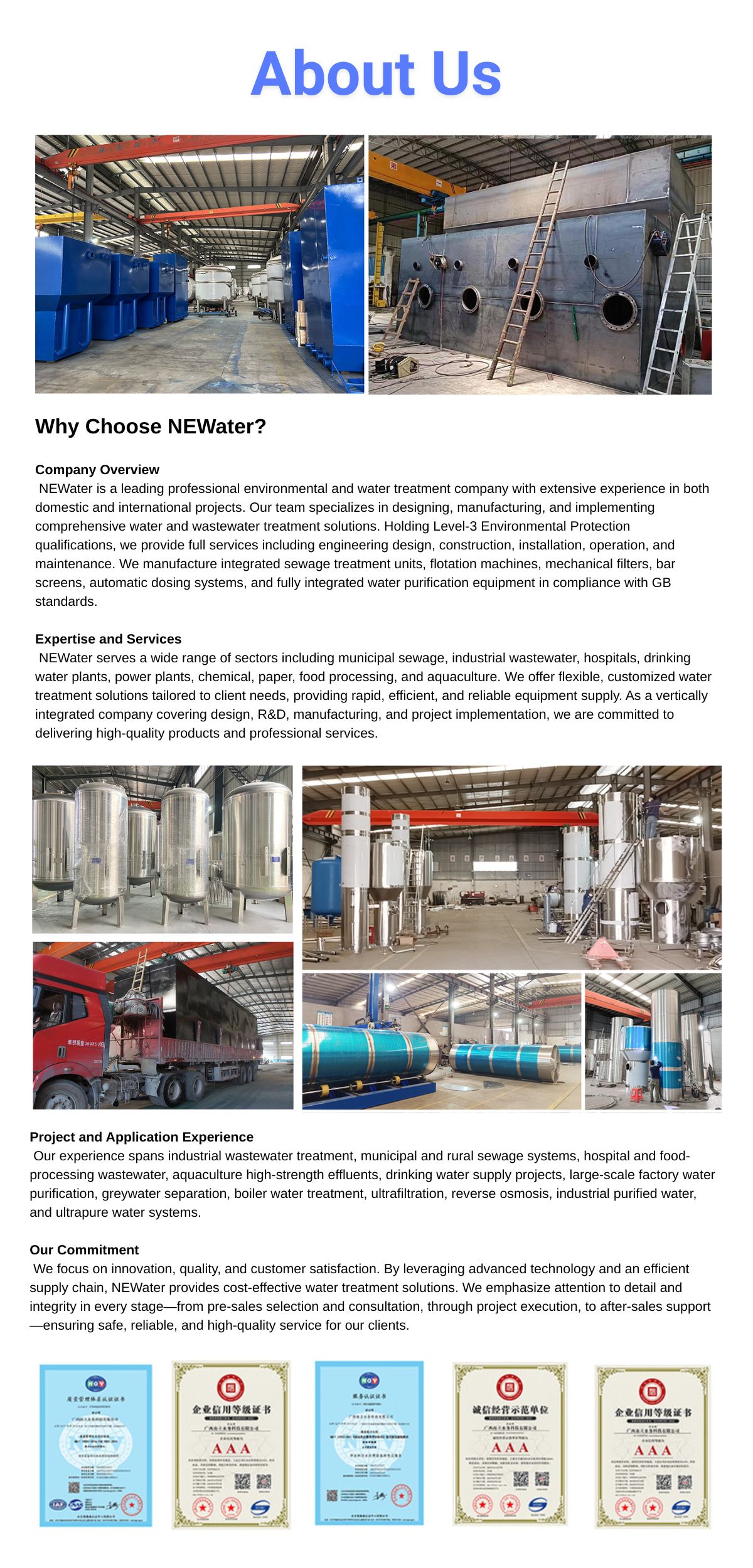
As a professional manufacturer and supplier, NEWater ensures every unit is manufactured under strict quality standards and certified production systems. Our precision-engineered equipment guarantees stable operation, long service life, and low maintenance costs. Backed by a skilled technical team, we provide tailored design support, free quotations, and cost-optimized solutions. Our dedicated after-sales service ensures continuous system performance, giving customers confidence and long-term value.
Product Parameters
- Model
| Model | Water Output (t/h) | Working Pressure (MPa) | Equipment Dimensions (mm) | Weight (kg) | Rated Power (W) |
|---|---|---|---|---|---|
| Purification System 10 t/h | 10 | 0.1 | Customized as required | Customized | Customized |
| Purification System 20 t/h | 20 | 0.1 | Customized as required | Customized | Customized |
| Purification System 50 t/h | 50 | 0.1 | Customized as required | Customized | Customized |
| Purification System 100 t/h | 100 | 0.1 | Customized as required | Customized | Customized |
Packaging Information
| Model | Length (cm) | Width (cm) | Height (cm) | Volume (cm³) | Weight (g) |
|---|---|---|---|---|---|
| Purification System 10 t/h | 500 | 250 | 500 | 62,500,000 | 5,000,000 |
| Purification System 20 t/h | 500 | 250 | 500 | 62,500,000 | 5,000,000 |
| Purification System 50 t/h | 500 | 250 | 500 | 62,500,000 | 5,000,000 |
| Purification System 100 t/h | 500 | 250 | 500 | 62,500,000 | 5,000,000 |
Process Flow
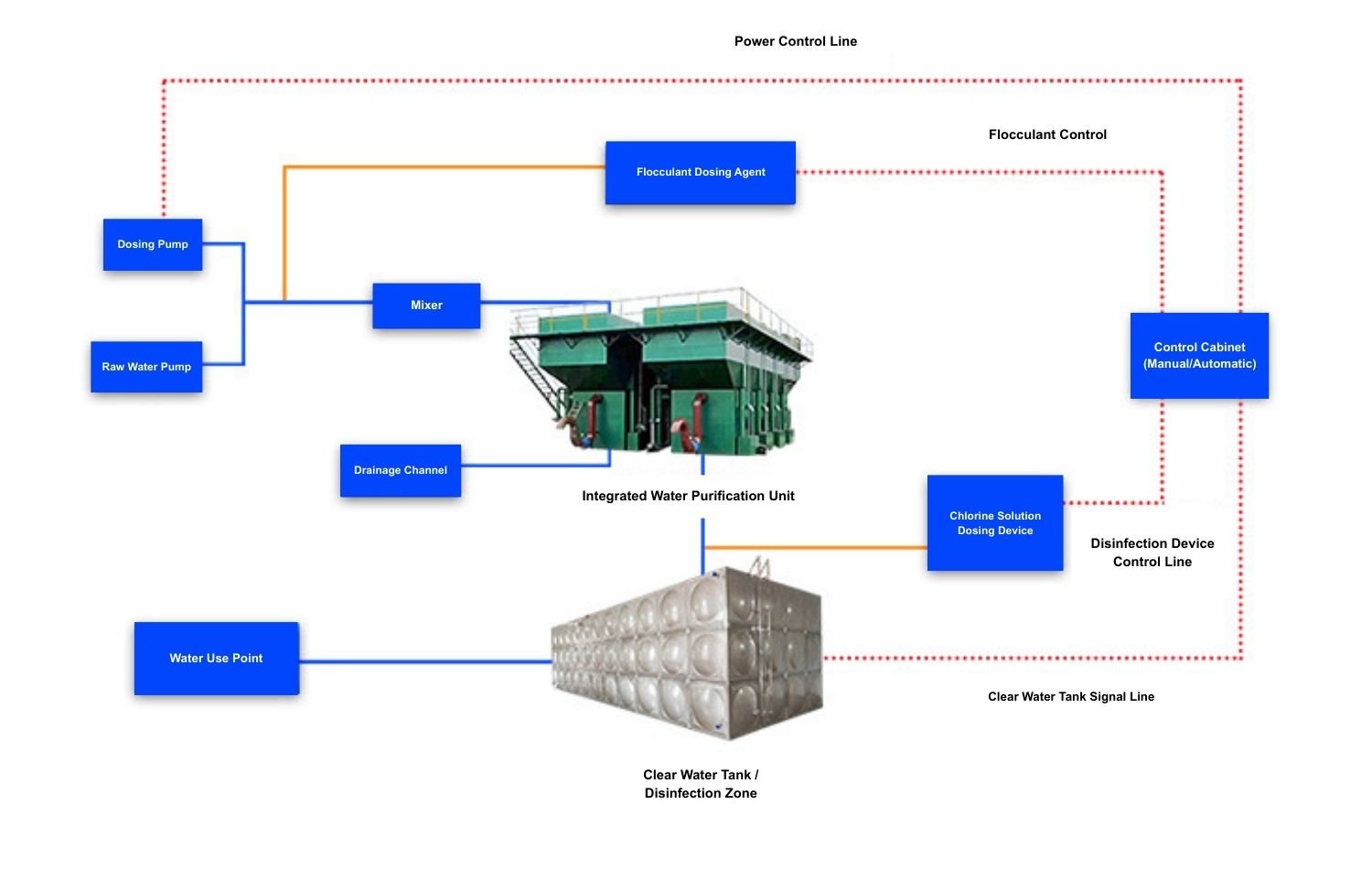
Operating Principle
Raw water is first pumped into the system, where coagulants are automatically dosed and mixed to aggregate fine particles into larger flocs. These flocs settle naturally in the sedimentation section, while clarified water flows upward into the filtration unit. Multi-media filtration further removes suspended solids, improves clarity, and reduces odors. In the final stage, chlorine or other disinfectants are added in the clean water tank to eliminate bacteria and viruses, ensuring the treated water meets drinking water standards.
The entire process is fully automated, with dosing pumps, water pumps, and control panels coordinating operation. Automatic backwashing and sludge discharge maintain efficiency, while real-time monitoring guarantees stable water quality with minimal manual intervention.
Product Features
- Stainless steel (304) or carbon steel construction, with customizable colors
- Tailor-made designs for domestic and international water treatment projects
- Integrated sedimentation, filtration, and disinfection functions
- Compact design, lightweight, easy to transport and install
- Gravity-driven hydraulic operation, no external power required
- Automatic backwash and sludge discharge
- Corrosion-resistant, durable construction
- High automation with minimal maintenance needs


Advantages
- Customizable Solutions: Designed by engineers according to site conditions and raw water quality, integrating coagulation, sedimentation, and filtration into one compact system. Small footprint and easy installation.
- Low Operating Cost: Water purification cost is as low as $0.02 per ton, significantly reducing production expenses and improving economic efficiency.
- Fully Automatic Operation: From raw water intake to coagulation, sedimentation, filtration, clean water output, backwash, and sludge discharge, all processes are automatic, requiring no manual intervention.
- Stable Water Quality: Strong adaptability to water conditions. Even during flood season with raw water turbidity up to 3000 mg/L, the treated water turbidity remains below 3 mg/L, meeting international drinking water standards.
Typical Applications
Municipal & Rural Water Supply: Small towns, villages, and community water plants.
Raw Water Sources: Wells, springs, rivers, lakes, including sources with seasonal algae or turbidity up to 3000 mg/L.
Industrial Pre-Treatment: Pre-treatment for high-purity water, beverage production, boiler feed, and industrial circulating water systems.


Water Quality Standards:
Raw Water:
Surface water meeting WHO Guidelines for Drinking Water Quality (equivalent to GB3838-2002 Class I–III).
Treated Water:
Output complies with WHO Drinking Water Standards and GB5749-2006 Standards for Drinking Water Quality, ensuring safe and clean potable water.
Our Product Advantages
- NEWater VS Other Brands
- Videos